

钣金加工工艺不断地精益求精,尤其是在一些精密不锈钢折弯、不锈钢装饰件折弯、铝合金折弯、飞机零件折弯、铜板折弯等应用上,进一步对成形工件的表面质量提出了更高的要求。
传统的折弯工艺较易对工件的表面造成损伤,与模具接触的表面会形成一条明显压痕或刮痕,从而影响***终产品的美观度,降低了用户对产品的价值判断。
一、折弯压痕出现的原因
本文以折弯一个V形零件为例进行论述。钣金折弯是金属板料在折弯机凸模或凹模的压力下,首先经过弹性变形,然后进入塑性变形的成形过程。在塑性弯曲的开始阶段,板料是自由弯曲的。随着凸模或凹模对板料的施压,板料与凹模V形槽内表面逐渐靠紧,同时曲率半径和弯曲力臂也逐渐变小,继续加压直到行程终止,使凹模与板材三点靠紧全接触,此时完成一个V形弯曲。
折弯时,由于金属板料会受到折弯模具的挤压而产生弹性变形,板料与凹模的接触点便会随着折弯工序的进行而滑移。折弯工序中板料会经历弹性变形和塑性变形两个明显的阶段,在折弯工序中又会有保压的过程(模具与板料三点接触),所以在折弯工序完成后,会形成三条压痕线。
这些压痕线一般是板料与凹模V槽肩部挤压摩擦产生的,故叫做肩部压痕,如图1、图2所示,形成肩部压痕的主要原因可以简单归类为以下几种。
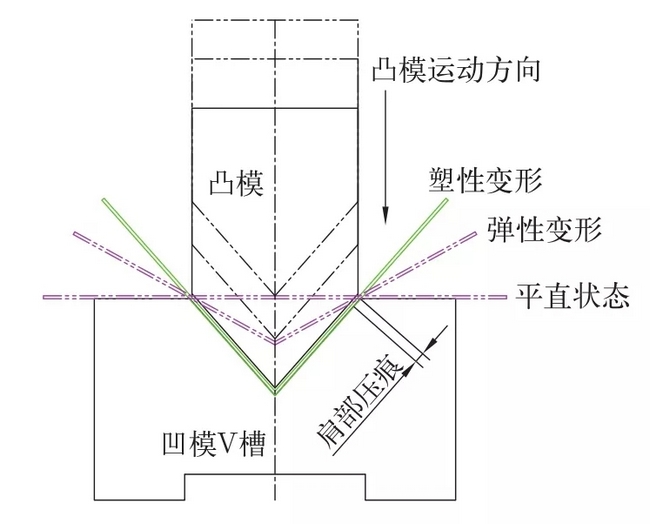
图1 折弯过程示意图
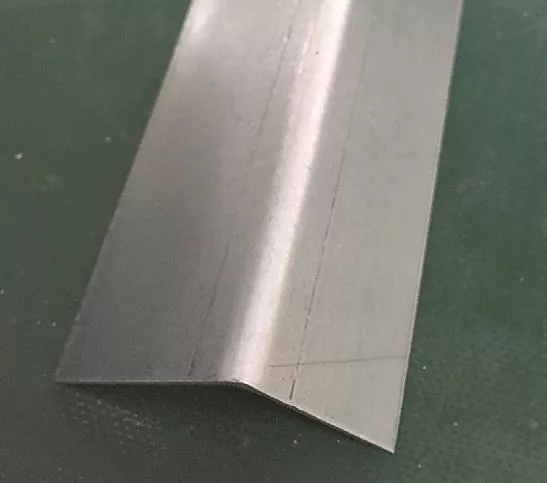
图2 折弯压痕
1. 折弯方式
既然前面说肩部压痕的产生跟板料与凹模V槽肩部接触有关,那么在折弯过程中,凸模与凹模之间的间隙不同影响板材受到的压应力,产生压痕的几率和程度也会不一样,如图3所示。
相同V槽的条件下,折弯工件的折弯角度越大,金属板料被拉伸形变量也越大,金属板料在V形槽肩部摩擦距离也越长;再者,折弯角度越大,凸模对板料施加压力的保持时间也会越长,综合这两个因素造成的压痕也就越明显。
2. 凹模V槽的结构
对不同厚度的金属板料进行折弯时,选择的V槽宽度也不一样。相同凸模的条件下,凹模V槽的尺寸越大,压痕宽度的尺寸也越大,相应的,金属板料与凹模V槽肩部产生摩擦力也越小,压痕深度也自然而然减小了,相反的,板厚越薄,V槽越窄,压痕也越明显。
既然说到摩擦,我们考虑的另一个与摩擦相关的因素便是摩擦系数。凹模V槽肩部的R角大小不一样,在板料折弯成形的过程中对板材造成的摩擦也不一样。另一方面,从凹模V槽对板料施加压力的角度考虑也一样,凹模V槽的R角越大,板料与凹模V槽肩部的压力越小,压痕便越轻微,反之亦然。
3. 凹模V槽润滑程度
前面说到凹模V槽表面会与板料互相接触而产生摩擦。当模具出现磨损,V槽和板料接触部分便会越来越粗糙,摩擦系数也越来越大。当板料在V槽表面滑移时,V槽与板料接触实际上是无数粗糙的凸点与面的点接触,这样作用在板料表面的压力也会相应增大,压痕也就越明显。
另一方面,工件折弯前没有对凹模V槽进行擦拭清洁,往往会因为V槽上残留的碎屑对板料挤压而产生明显的压痕,这种情况通常在设备折弯镀锌板、碳钢板等工件时出现。
二、无痕折弯技术应用
既然知道折弯压痕出现的主要原因是板料与凹模V槽肩部产生摩擦,那么便可以从原因导向的思维出发,通过工艺技术去减少板料与凹模V槽肩部产生的摩擦力。
根据摩擦力公式f=μ·N可知,影响摩擦力的因素有摩擦系数μ和压力N,而且都与摩擦力成正比关系,相应的,可以制定以下几种工艺方案。
1. 凹模V槽肩部使用非金属材料
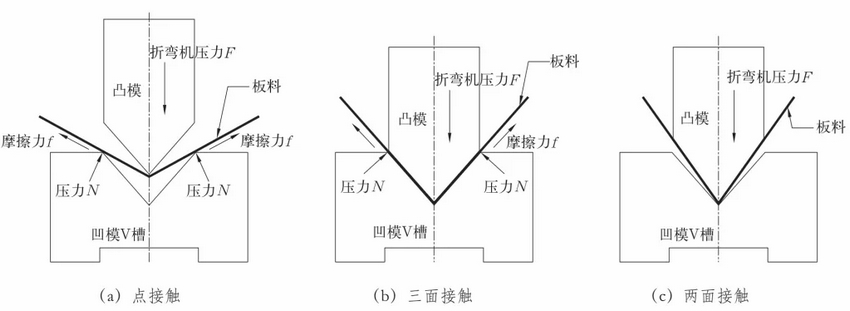
图3 折弯类型
仅仅通过增大模具V槽肩部R角的传统做法改善折弯压痕效果并不大。从降低摩擦副中压力的角度出发,可以考虑在保证原有需要的挤压效果的前提下,将V槽肩部改成比板料更软的非金属材料,如尼龙、优力胶(PU弹性体)等材料。考虑到这些材料容易损耗,需定期更换,目前应用这些材料的V槽结构有以下几种,如图4所示。
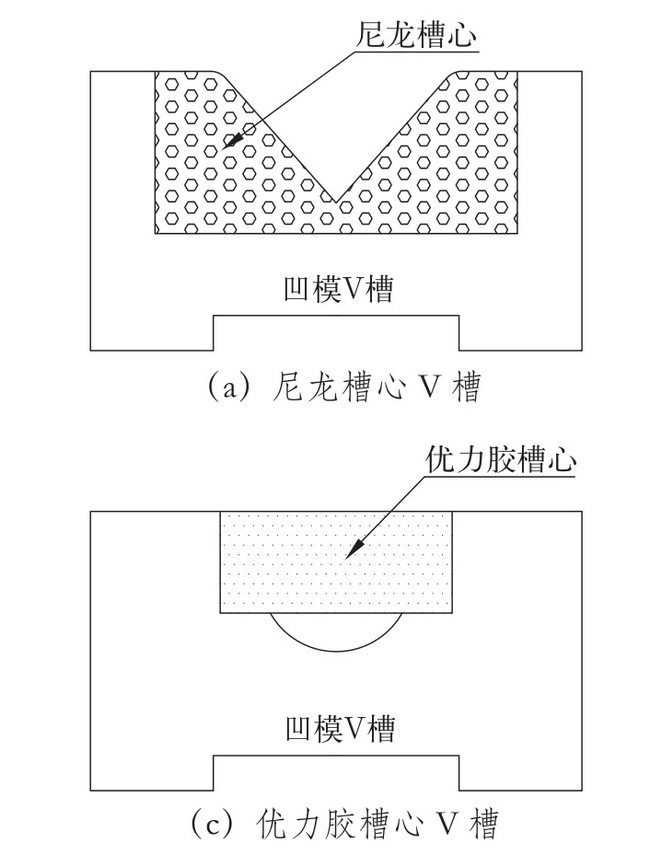
图4 非金属槽心V槽结构示意图
2. 凹模V槽肩部改滚珠、滚筒结构
同样基于减少板料与凹模V槽之间摩擦系数的原则,可以将板料与凹模V槽肩部的滑动摩擦转变成滚动摩擦,从而大大减少板料受到的摩擦力,有效避免出现折弯压痕。目前模具行业中已经广泛应用此种工艺,滚珠无痕折弯模具(图5)是比较典型的应用实例。
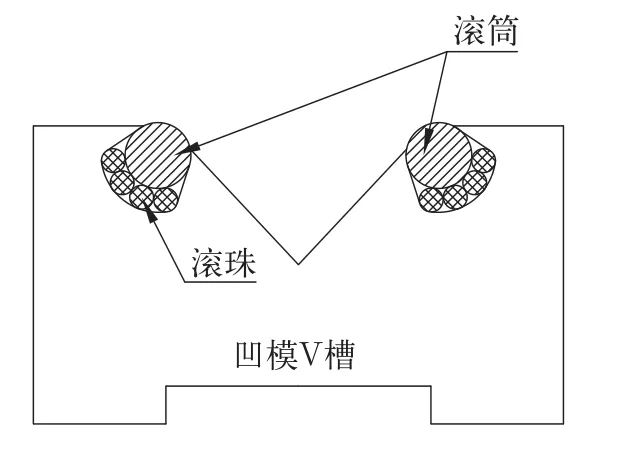
图5 滚珠无痕折弯模具
滚珠无痕折弯模具滚筒与V槽之间为了避免刚性摩擦,同时也是为了让滚筒更容易转动和润滑而添加了滚珠,从而同时达到减少压力和降低摩擦系数的效果,所以滚珠无痕折弯模具加工出来的零件基本可以实现无可见压痕,但对铝铜等软性板材无痕折弯效果不佳。
从经济性角度考虑,由于滚珠无痕折弯模具结构较前面所述的几种模具结构都复杂,加工成本高,维护难度大,这也是作为企业管理人员在选用时需要考虑的因素。
3. 凹模V槽肩部改翻转结构
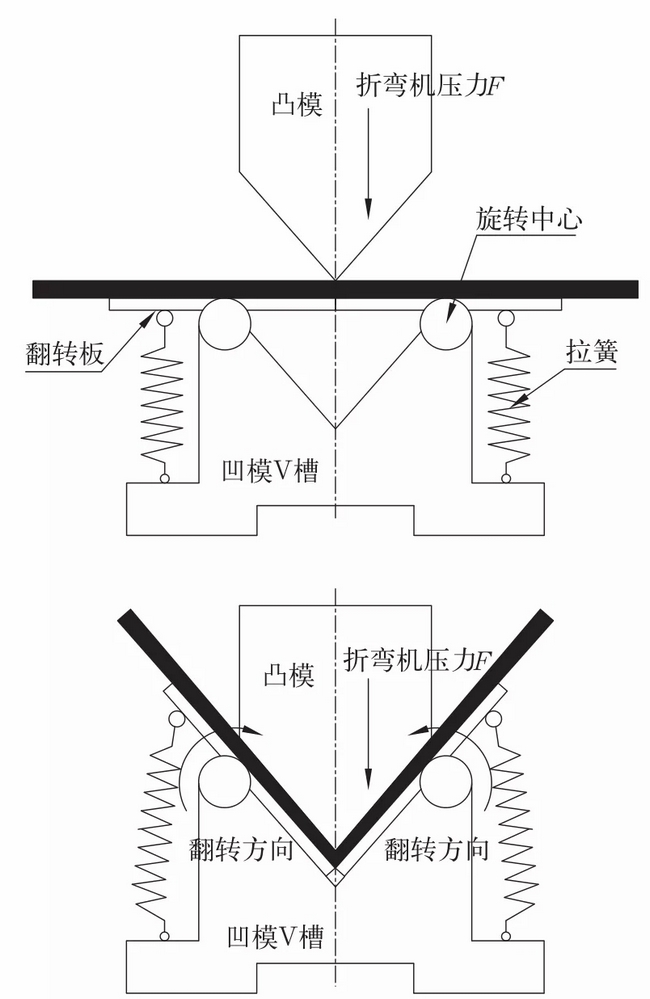
图6 翻转型V槽结构示意图
目前行业中还有一种模具是利用支点转动原理通过凹模肩部翻转来实现零件折弯的。这种模具一改传统定型凹模V槽结构,将V槽两侧倾斜面设置成可翻转机构,在凸模下压板料的过程中,借助凸模的压力将凹模两侧的翻转机构由凸模顶点向内翻转,从而使板料折弯成形,如图6所示。
这种工况下的板料与凹模并没有产生明显的局部滑动摩擦,而是紧贴着翻转平面向凸模的顶点靠拢,避免零件出现压痕。这种模具的结构较前面几种结构更为复杂,带有拉簧、翻转板结构,维护成本和加工成本更大。
前面介绍了几种实现无痕折弯的工艺方法,下面对这几种工艺方法进行对比,如表1所示。
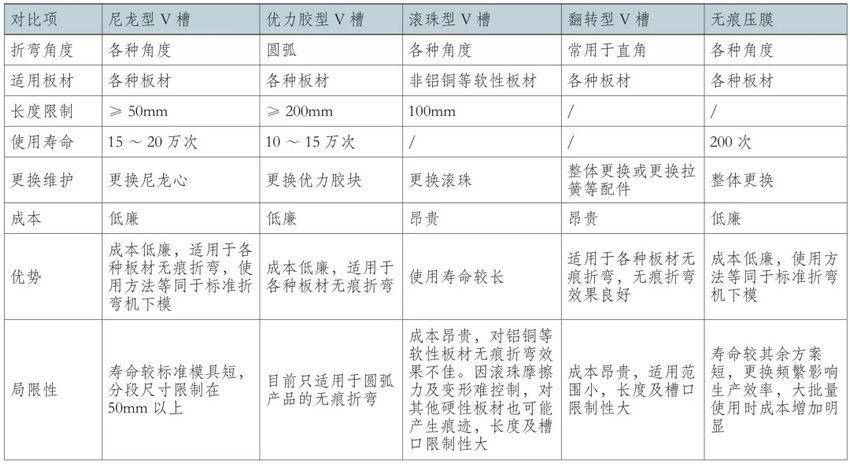
表1 无痕折弯工艺对比
4. 凹模V槽与板料隔离(推荐使用该方法)
前面提到的都是通过变换折弯模具的方式实现无痕折弯,对企业管理者来说,为实现个别零件无痕折弯而开发采购一套新模具的做法不可取。从摩擦接触的角度出发,只要将模具和板料隔离开来,摩擦便不存在。
于是,在不变换折弯模具的前提下,可通过使用软质薄膜的方式使凹模V槽与板料之间不产生接触的方式来实现无痕折弯。这种软质薄膜也叫折弯无痕压膜,材质一般有橡胶、PVC(聚氯乙烯)、PE(聚乙烯)、PU(聚氨酯)等。
橡胶和PVC的优点是原材料成本较低,缺点是不耐压、保护性能差、寿命短;PE、PU作为性能优良的工程材料,以其为基材生产的无痕折弯压膜具有良好的抗撕裂性能,所以寿命较高、保护性较好。
折弯保护膜主要是在工件和凹模肩部之间起到缓冲作用,抵消模具与板料之间的压力,从而防止工件在折弯时产生压痕,使用时只要把折弯膜放在凹模上即可,具有成本低,使用方便的优点。
目前市面上的折弯无痕压膜一般厚度为0.5mm,尺寸可根据需要而定制。折弯无痕压膜一般可在2t压力的工况下达到约200次折弯的使用寿命,并具有耐磨性强、抗撕裂性强、弯曲性能优异、抗张强度及断裂伸长率高、耐润滑油及脂肪族碳氢溶剂等特性。
结束语:
钣金加工行业市场竞争十分激烈,企业想要在市场占据一席之地,就需要对加工工艺技术不断精益求精。不仅要实现产品的功能性,更要考虑产品的工艺性和美观性,同时也要考虑加工经济性,通过应用更高效、经济的工艺使产品更易加工、更经济、更美观。(选自《钣金与制作》2018年第7期,作者:陈冲南)
【扩展阅读】
【相关产品】
力顺不锈钢,不锈钢仓储、加工、配送
固话:0510-6689 2161
手机:188 6160 5033
客服QQ:咨询请点击
关键词:钣金加工,折弯,无痕折弯
上一篇:三种常见的激光切割机 下一篇:光纤激光切割机、CO2激光切割机区别及各自优势





